
|
|
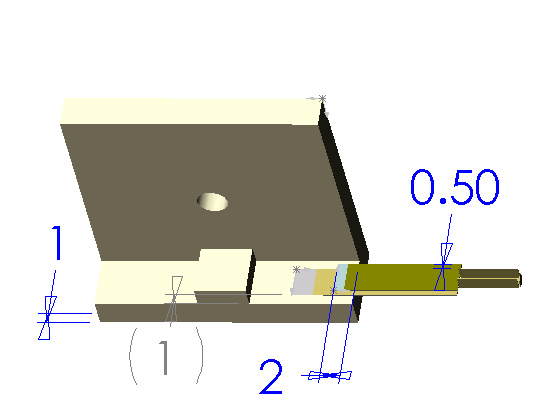
| Pre-stressed unimorph with 10 mm active length PZT. | Total piezo length 12mm, with 2 mm overhang on mounting block. |
Recipe for Prestressed Actuator with Extension (2002/02/02)
Data at 150 volts. Measured Q of 12.| delta | Fb | fr | K (tension) | |
| (micron) | (mN) | (Hz) | ( N/m) | |
| theory | 320 | 49 | 513 | 150 |
| 1-22-02-01 | 410 | 55 | 500 | 110 |
| 1-22-02-02R | 330 | 51 | 550 | 146 |
1. prepare stainless 3 mil sheet with 3.5 um coating
2525 is safer since it doesn't need adhesion promoter